
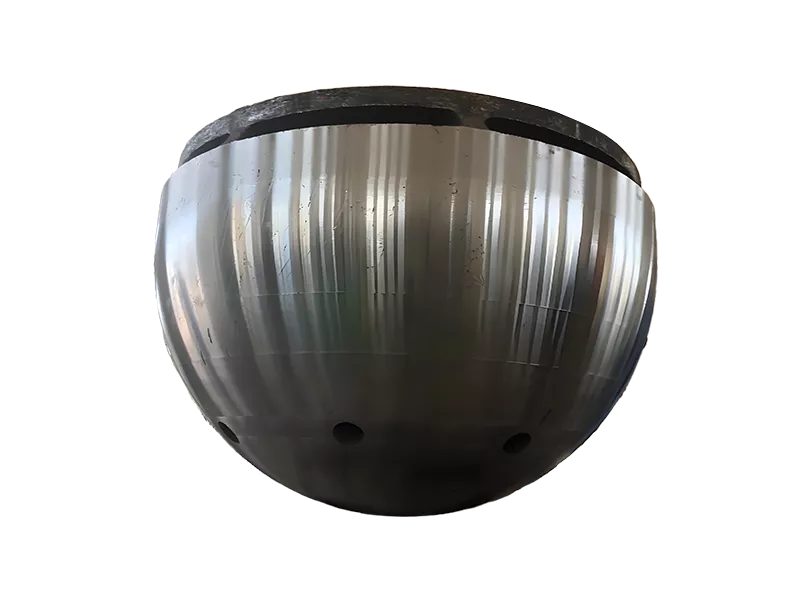
Anello di formatura semisferico
Anelli di formatura semisferici per grandi fondi bombati, fusi con struttura densa a grana fine per una lunga vita del ciclo di formatura.
- Materiale
- ZG270-500
- Peso unitario
- 10 – 80 T
- Personalizzazione
- Su vostri disegni 2D/3D
- Stato di fornitura
- Grezzo / sgrossato / finito
Applicazioni e settori
Dove si usa Anello di formatura semisferico: Formatura di fondi bombati
I nostri getti «Anello di formatura semisferico» su misura fungono da componenti centrali in applicazioni come Formatura di fondi bombati, Produzione di caldaie — progettati per sopportare carichi elevati, usura continua e cicli termici o meccanici estremi mantenendo la stabilità operativa dei macchinari pesanti.
Poiché ogni progetto di macchinari pesanti richiede dimensioni uniche, non limitiamo il vostro progetto a tabelle di specifiche standard. Traduciamo i vostri disegni 2D/3D in componenti robusti con una chimica (ZG270-500) adattata ai vostri requisiti di resistenza all'usura e a trazione.
Applicazioni tipiche e macchinari serviti
- Formatura di fondi bombati
- Produzione di caldaie
Come personalizzare il vostro Anello di formatura semisferico: 12 passi dal disegno al finito
 01
01Process Simulation
 02
02Wooden Mold Making
 03
03Manufacturing Workshop
 04
04Molten Steel Smelting
 05
05Molten Steel Testing
 06
06Pouring Site
 07
07Casting Sand Cleaning
 08
08Heat Treatment
 09
09Finishing & Polishing
 10
10Machining
 11
11Flaw Detection Inspection
 12
12Pack & Ship
Domande frequenti
Come prevenite i difetti interni come soffiature, inclusioni di sabbia e cricche nei grandi getti in acciaio?
Eliminiamo i difetti interni con un sistema di controllo a più stadi. Innanzitutto, usiamo l'affinazione in siviera (LF) per degasare e purificare l'acciaio fuso, limitando severamente zolfo e fosforo. In secondo luogo, ottimizziamo il sistema di colata con software di simulazione. Infine, ogni area critica è sottoposta a controllo non distruttivo (NDT) al 100%, inclusi ultrasuoni (UT) e magnetoscopia (MT), garantendo zero difetti critici prima della spedizione.
Quali capacità di controllo non distruttivo (NDT) avete internamente?
Il nostro laboratorio NDT interno è completamente attrezzato e certificato. Eseguiamo controllo ultrasonoro (UT), magnetoscopia (MT) e liquidi penetranti (PT). Per requisiti speciali è possibile organizzare anche il controllo radiografico (RT). Tutti i nostri ispettori NDT possiedono certificazioni internazionali (Livello II o III) a garanzia dell'accuratezza dei controlli.
Come garantite la stabilità e la costanza delle proprietà meccaniche tra lotti diversi?
La costanza deriva da un trattamento termico standardizzato e dall'analisi microstrutturale digitale. Utilizziamo grandi forni a gas a controllo computerizzato per ricottura, normalizzazione e rinvenimento precisi. Ogni codice di colata è tracciato e i campioni dello stesso lotto di colata vengono testati per resistenza a trazione, snervamento, tenacità all'urto e durezza, per garantire la perfetta corrispondenza alle vostre specifiche.
Potete fornire piena tracciabilità del materiale e i certificati di prova materiale (MTR)?
Assolutamente. Ogni getto è marcato con un numero di colata univoco per la tracciabilità a vita. Con ogni spedizione consegniamo un pacchetto documentale completo che include certificati di prova materiale (MTR) conformi a EN 10204 3.1, rapporti di analisi chimica (spettrometro a lettura diretta), dati delle prove meccaniche e certificati di accettazione NDT.
Qual è il vostro tempo di consegna tipico per un getto pesante su misura come una siviera o una corona dentata?
Per grandi getti personalizzati, il tempo di consegna varia generalmente da 45 a 75 giorni, a seconda della complessità geometrica, dei requisiti di modellazione e del livello di lavorazione finale richiesto. Una volta approvati i disegni, forniamo un cronoprogramma dettagliato e inviamo settimanalmente foto/video di avanzamento per tenervi aggiornati.
Potete produrre getti strettamente conformi ai nostri standard locali (es. ASTM, DIN, EN, JIS)?
Sì. Abbiamo grande esperienza nelle conversioni tra standard internazionali. Che il vostro progetto specifichi norme americane (ASTM A27, ASTM A148), europee (EN 10213, DIN GS-20Mn5) o giapponesi (JIS G5101), i nostri ingegneri metallurgici configureranno la composizione chimica e i parametri di trattamento termico esatti per soddisfare o superare tali requisiti.
Richiedi Preventivo: Anello di formatura semisferico
Esaminato da ingegneri metallurgici — offerta completa entro 24 ore. NDA su richiesta prima di inviare i disegni.
Potrebbero interessarti anche:

