Casting · Machining · Inspection. One Roof, One Guarantee.
Three capabilities decide whether a heavy casting succeeds. All three live in our factory — no subcontractors, no divided responsibility.
01 · Casting
Heavy Steel Smelting, Pouring & Heat Treatment — up to 300T
Two large foundry bases with eight molding pits give us the physical room that ultra-heavy castings demand. Molds are produced with the sodium-silicate sand process for dimensional stability and surface quality on large sections.
Melting is powered by four electric arc furnaces — 25T, 30T, 50T and 80T, combined for large pours — plus a 120T LF ladle refining furnace that degasses and desulfurizes every heat before pouring. Thirty cranes with up to 300T lifting capacity move molds, ladles and castings safely.
After shakeout and our 150/300T rotary-table shot blasting, four computer-controlled natural-gas furnaces (largest 13×8×5m) perform annealing, normalizing, quenching and tempering with logged temperature curves archived against each casting's heat number.
Every new project starts with CAE solidification simulation: risers, chills and gating are optimized on screen, so shrinkage ends up in risers — not in your component.
- Max single casting
- 300 tons
- Annual capacity
- 80,000 tons
- EAF furnaces
- 25T / 30T / 50T / 80T
- LF refining
- 120 tons
- Heat treatment
- 4 furnaces, up to 13×8×5m
- Crane capacity
- 30 cranes, up to 300T








02 · Machining
Heavy CNC Machining — 8m/10m Lathes, Hobbing & Boring Mills
Most foundries ship rough castings and leave you to find a machine shop with 8-meter swing capacity. We finish the job ourselves — one purchase order, one quality system, one responsible supplier from molten steel to finished tolerance.
Gear cutting runs on Wuhan Heavy Duty 5m and 8m CNC gear hobbing machines and a Russian 10m CNC gear hobbing machine. Turning capacity covers 4m, 5m, 6.3m and 8m CNC vertical lathes; a Škoda 160 CNC boring-milling machine, floor-type gantry centers and ZJ 80/100 drilling machines complete bores, faces and drilling patterns.
Finish tolerances reach IT8 — millimeter to sub-millimeter per drawing — with documented dimensional reports on every machined surface.
- Gear hobbing
- 5m / 8m / 10m CNC
- Vertical lathes
- 4m / 5m / 6.3m / 8m CNC
- Boring-milling
- Škoda 160 · 220 CNC
- Gantry centers
- 2.5×6m · 4×10m
- Finish tolerance
- IT8, mm to sub-mm






03 · Inspection
100% NDT Inspection Lab — UT / MT / PT, Level-I Standard
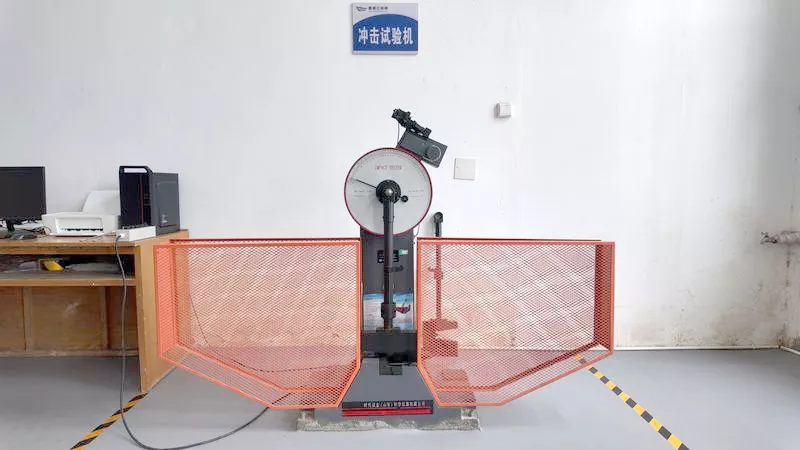
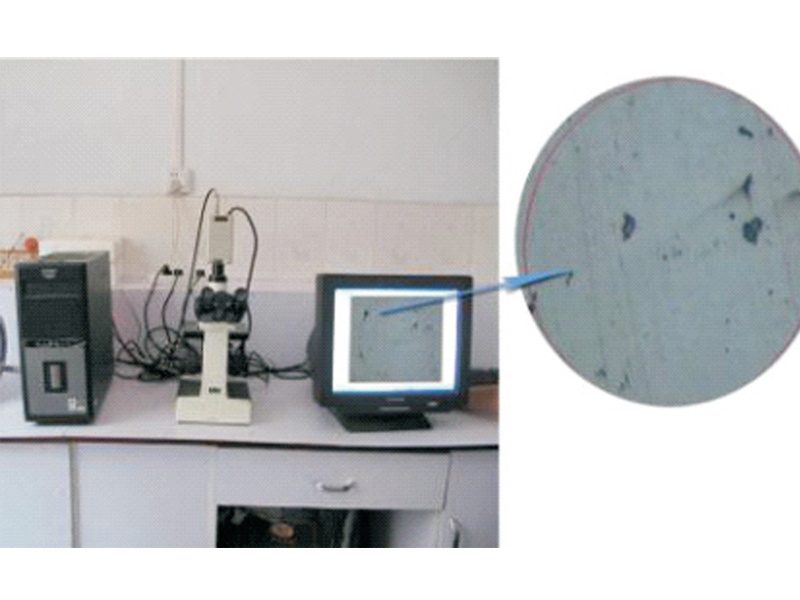
Quality is verified, not promised. Our in-house laboratory runs 20+ instruments: a German OBLF direct-reading spectrometer checks chemistry at raw material, molten steel and finished casting; hydraulic and impact testing machines verify mechanical properties; a metallographic analyzer confirms microstructure.
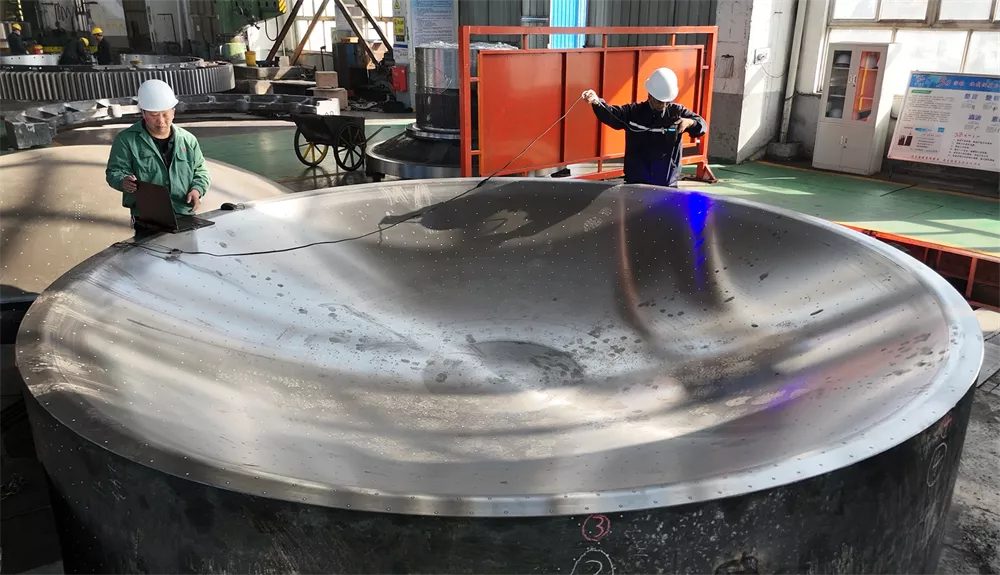
Critical castings receive 100% ultrasonic coverage to Level-I acceptance standards, plus magnetic particle and penetrant testing of surfaces — executed by certified Level II/III inspectors, with an internal defect detection rate above 99.9%.
Every shipment carries an EN 10204 3.1 documentation package tied to the casting's unique heat number, and third-party agencies (SGS, BV, TÜV, DNV) are welcome at any hold point.
- Spectrometer
- OBLF (Germany)
- NDT methods
- UT / MT / PT (+RT on request)
- Acceptance
- Level-I flaw detection
- Detection rate
- >99.9% internal defects
- Certification
- EN 10204 3.1 + heat number
- Third party
- SGS · BV · TÜV · DNV




Put These Capabilities to Work on Your Project.
Send drawings and specifications — our engineering desk responds with a feasibility review and transparent quote within 24 hours.
- Engineering reply within 24 hours
- NDA before you send drawings, on request
- ASTM · EN · DIN · JIS standards supported