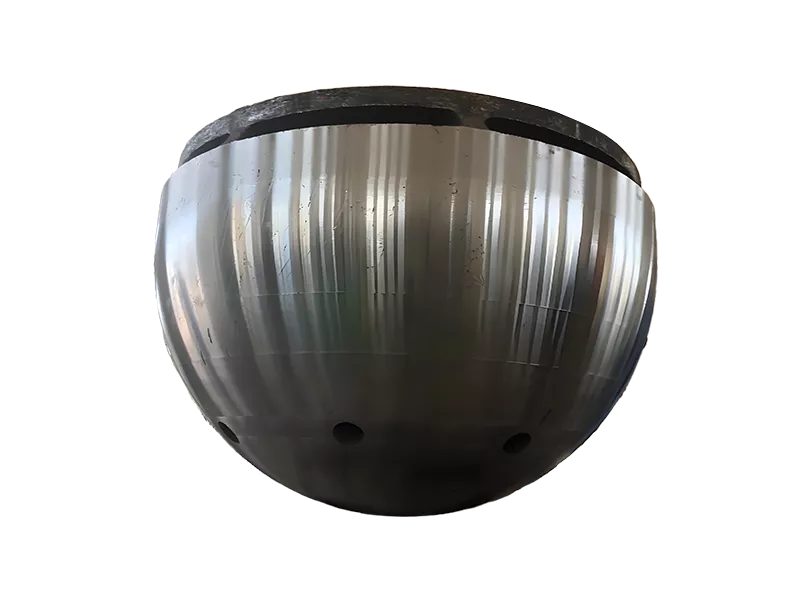
Halbkugelstempel
Halbkugelstempel, gepaart mit Halbkugelmatrizen für das Pressen von Klöpper- und Tankböden, profilgeschruppt auf CNC-Karusselldrehmaschinen nach Ihrer Toleranz.
- Werkstoff
- ZG270-500
- Einzelgewicht
- 10 – 90 T
- Anfertigung
- Nach Ihren 2D/3D-Zeichnungen
- Lieferzustand
- Gussroh / vorbearbeitet / fertig

Anwendung & Branchen
Wo Halbkugelstempel eingesetzt wird: Druckbehälterboden-Umformung
Unsere maßgefertigten Gussteile „Halbkugelstempel“ dienen als Kernkomponenten in Anwendungen wie Druckbehälterboden-Umformung, Tankbodenpressen — ausgelegt für hohe Lasten, dauerhaften Verschleiß und extreme thermische oder mechanische Wechselbelastung bei gleichbleibender Betriebsstabilität schwerer Maschinen.
Da jedes Schwermaschinenprojekt einzigartige Abmessungen erfordert, beschränken wir Ihre Konstruktion nicht auf Standard-Spezifikationstabellen. Wir setzen Ihre 2D/3D-Zeichnungen in robuste Bauteile mit einer Chemie (ZG270-500) um, die auf Ihre Verschleiß- und Festigkeitsanforderungen abgestimmt ist.
Typische Anwendungen & bediente Maschinen
- Druckbehälterboden-Umformung
- Tankbodenpressen
So fertigen wir Ihren Halbkugelstempel an: 12 Schritte von der Zeichnung zum Fertigteil
 01
01Process Simulation
 02
02Wooden Mold Making
 03
03Manufacturing Workshop
 04
04Molten Steel Smelting
 05
05Molten Steel Testing
 06
06Pouring Site
 07
07Casting Sand Cleaning
 08
08Heat Treatment
 09
09Finishing & Polishing
 10
10Machining
 11
11Flaw Detection Inspection
 12
12Pack & Ship
Häufig gestellte Fragen
Wie verhindern Sie innere Fehler wie Gasblasen, Sandeinschlüsse und Risse in großen Stahlgussteilen?
Wir beseitigen innere Fehler durch ein mehrstufiges Kontrollsystem. Erstens entgasen und reinigen wir den flüssigen Stahl durch LF-Pfannenraffination und begrenzen Schwefel und Phosphor streng. Zweitens optimieren wir das Anschnittsystem mit Gießsimulationssoftware. Schließlich durchläuft jeder kritische Bereich eine 100-prozentige zerstörungsfreie Prüfung (ZfP) einschließlich Ultraschall (UT) und Magnetpulverprüfung (MT), was vor dem Versand null kritische Fehler sicherstellt.
Über welche eigenen ZfP-Kapazitäten (zerstörungsfreie Prüfung) verfügen Sie?
Unser hauseigenes ZfP-Labor ist voll ausgestattet und zertifiziert. Wir führen Ultraschallprüfung (UT), Magnetpulverprüfung (MT) und Eindringprüfung (PT) durch. Für besondere Anforderungen kann auch eine Durchstrahlungsprüfung (RT) arrangiert werden. Alle unsere ZfP-Prüfer besitzen internationale Zertifikate (Stufe II oder III), um die Prüfgenauigkeit zu gewährleisten.
Wie gewährleisten Sie die Stabilität und Gleichmäßigkeit der mechanischen Eigenschaften über verschiedene Chargen hinweg?
Gleichmäßigkeit entsteht durch standardisierte Wärmebehandlung und digitale Gefügeanalyse. Wir setzen große, computergesteuerte Erdgas-Wärmebehandlungsöfen für präzises Glühen, Normalisieren und Anlassen ein. Jede Chargennummer wird verfolgt, und Proben aus derselben Gießcharge werden auf Zugfestigkeit, Streckgrenze, Kerbschlagzähigkeit und Härte geprüft, damit sie exakt Ihren Spezifikationen entsprechen.
Können Sie vollständige Werkstoffrückverfolgbarkeit und Abnahmeprüfzeugnisse (MTR) liefern?
Selbstverständlich. Jedes Gussteil wird mit einer eindeutigen Chargennummer für lebenslange Rückverfolgbarkeit gekennzeichnet. Mit jeder Lieferung übergeben wir ein umfassendes Dokumentenpaket mit Abnahmeprüfzeugnissen (MTR) nach EN 10204 3.1, Berichten der chemischen Analyse (Spektrometer mit Direktanzeige), Daten der mechanischen Prüfung und ZfP-Freigabezertifikaten.
Wie lang ist Ihre typische Lieferzeit für ein kundenspezifisches schweres Gussteil wie eine Schlackenpfanne oder einen Zahnkranz?
Für große kundenspezifische Gussteile liegt die Lieferzeit in der Regel zwischen 45 und 75 Tagen, abhängig von der geometrischen Komplexität, dem Modellbauaufwand und dem Umfang der Endbearbeitung. Nach Freigabe der Zeichnungen liefern wir einen detaillierten Projektzeitplan und senden wöchentlich Fortschrittsfotos/-videos.
Können Sie Gussteile fertigen, die streng unseren lokalen Normen entsprechen (z. B. ASTM, DIN, EN, JIS)?
Ja. Wir sind in der Umrechnung internationaler Normen sehr erfahren. Ob Ihr Projekt amerikanische Normen (ASTM A27, ASTM A148), europäische (EN 10213, DIN GS-20Mn5) oder japanische (JIS G5101) vorschreibt — unsere Hüttingenieure legen die exakte chemische Zusammensetzung und die Wärmebehandlungsparameter so fest, dass diese Anforderungen erfüllt oder übertroffen werden.
Angebot anfordern: Halbkugelstempel
Von Hüttingenieuren geprüft — umfassendes Angebot innerhalb von 24 Stunden. NDA auf Wunsch, bevor Sie Zeichnungen senden.
Das könnte Sie auch interessieren: