
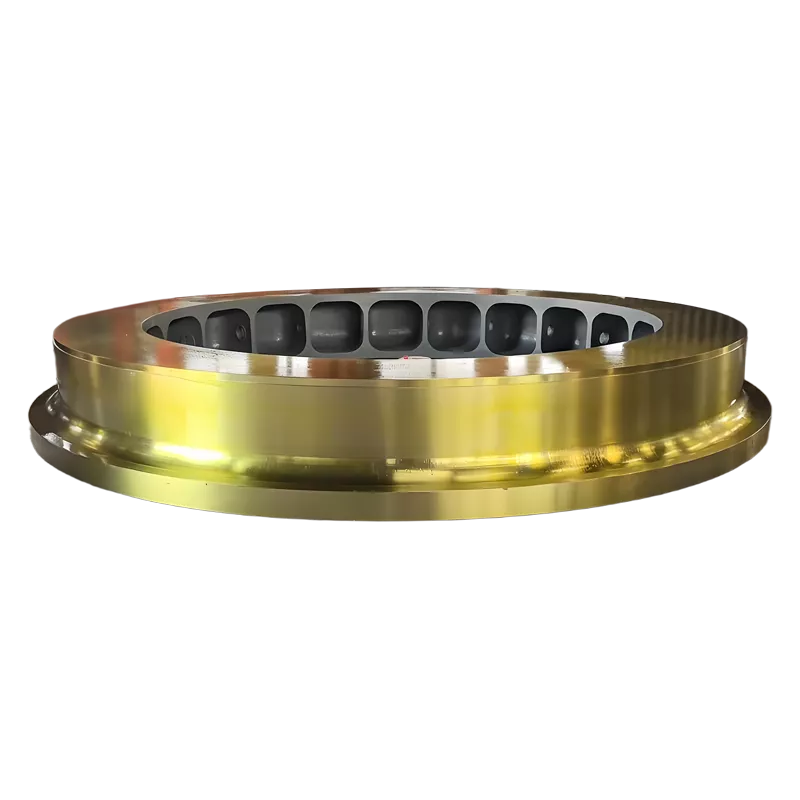
Нижний корпус (опорная рама)
Нижние корпуса дробилок (опорные рамы), отлитые цельными с массивными рёбрами, нормализованные и со снятыми напряжениями для восприятия дробящих нагрузок без деформаций.
- Материал
- ZG270-500, ZG35CrMo
- Масса единицы
- 10 – 120 T
- Изготовление на заказ
- По вашим 2D/3D-чертежам
- Состояние поставки
- Литьё / черновая / чистовая
Применение и отрасли
Где применяется Нижний корпус (опорная рама): Конусные дробилки
Наши изготавливаемые на заказ отливки «Нижний корпус (опорная рама)» служат ключевыми компонентами в таких применениях, как Конусные дробилки, Гирационные дробилки, Горно-обогатительные фабрики — рассчитаны на высокие нагрузки, непрерывный износ и экстремальное термическое или механическое циклирование при сохранении стабильной работы тяжёлого оборудования.
Поскольку каждый проект тяжёлого оборудования требует уникальных размеров, мы не ограничиваем вашу конструкцию стандартными таблицами спецификаций. Мы превращаем ваши 2D/3D-чертежи в надёжные изделия с химическим составом (ZG270-500, ZG35CrMo), подобранным под ваши требования к износостойкости и прочности.
Типичные применения и обслуживаемое оборудование
- Конусные дробилки
- Гирационные дробилки
- Горно-обогатительные фабрики
Как изготовить ваш Нижний корпус (опорная рама) на заказ: 12 шагов от чертежа до готового изделия
 01
01Process Simulation
 02
02Wooden Mold Making
 03
03Manufacturing Workshop
 04
04Molten Steel Smelting
 05
05Molten Steel Testing
 06
06Pouring Site
 07
07Casting Sand Cleaning
 08
08Heat Treatment
 09
09Finishing & Polishing
 10
10Machining
 11
11Flaw Detection Inspection
 12
12Pack & Ship
Часто задаваемые вопросы
Как вы предотвращаете внутренние дефекты — газовые раковины, песчаные включения и трещины — в крупных стальных отливках?
Мы устраняем внутренние дефекты с помощью многоступенчатой системы контроля. Во-первых, рафинирование на установке ковш-печь (УКП) дегазирует и очищает расплав, строго ограничивая содержание серы и фосфора. Во-вторых, литниковая система оптимизируется с помощью ПО для моделирования литья. Наконец, каждая ответственная зона проходит 100% неразрушающий контроль (НК), включая ультразвуковой (УЗК) и магнитопорошковый (МПК), что гарантирует отсутствие критических дефектов перед отгрузкой.
Какими возможностями неразрушающего контроля (НК) вы располагаете на собственной базе?
Наша собственная лаборатория НК полностью оснащена и сертифицирована. Мы выполняем ультразвуковой (УЗК), магнитопорошковый (МПК) и капиллярный (ПВК) контроль. По особым требованиям может быть организован и радиографический контроль (РК). Все наши дефектоскописты имеют международные сертификаты (уровень II или III), что гарантирует точность контроля.
Как вы гарантируете стабильность и повторяемость механических свойств от партии к партии?
Стабильность достигается стандартизированной термообработкой и цифровым анализом микроструктуры. Мы используем крупные газовые печи термообработки с компьютерным управлением для точного отжига, нормализации и отпуска. Каждый номер плавки отслеживается, а образцы из одной партии заливки испытываются на прочность на разрыв, предел текучести, ударную вязкость и твёрдость, чтобы они точно соответствовали вашим требованиям.
Можете ли вы обеспечить полную прослеживаемость материала и сертификаты испытаний (MTR)?
Безусловно. На каждую отливку наносится уникальный номер плавки для прослеживаемости на весь срок службы. С каждой поставкой мы предоставляем полный пакет документов: сертификаты испытаний материала (MTR) по EN 10204 3.1, протоколы химического анализа (спектрометр прямого считывания), данные механических испытаний и сертификаты прохождения НК.
Каков типичный срок изготовления нестандартной тяжёлой отливки, например шлаковой чаши или венцовой шестерни?
Для крупных нестандартных отливок срок изготовления обычно составляет от 45 до 75 дней в зависимости от геометрической сложности, требований к модельной оснастке и объёма финишной обработки. После утверждения чертежей мы предоставляем детальный график проекта и еженедельно присылаем фото/видео хода работ.
Можете ли вы изготавливать отливки в строгом соответствии с нашими местными стандартами (ASTM, DIN, EN, JIS)?
Да. У нас большой опыт перевода между международными стандартами. Указаны ли в вашем проекте американские стандарты (ASTM A27, ASTM A148), европейские (EN 10213, DIN GS-20Mn5) или японские (JIS G5101) — наши инженеры-металлурги подберут точный химический состав и параметры термообработки, чтобы выполнить или превзойти эти требования.
Запросить цену: Нижний корпус (опорная рама)
Проверено инженерами-металлургами — полное предложение в течение 24 часов. NDA по запросу до отправки чертежей.
Вам также может быть интересно:

